- 上一篇:插板閥結露是怎么回事?
- 下一篇:刀閘閥操作起來沒有效果?
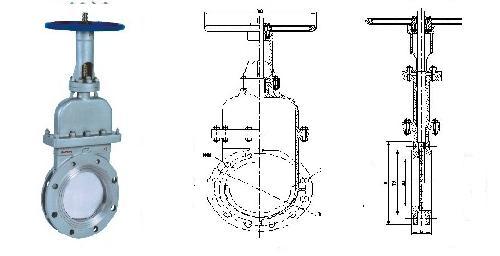
刀閘閥工藝介紹方案?
來源: 閥門技術 發布時間: 2021-03-15 13:37 瀏覽次
刀閘閥工藝介紹方案?
刀閘閥被廣泛應用于各個領域,可分為軟密封球閥和硬密封球閥金屬硬密封球閥目前,刀閘閥常用的金屬硬密封表面硬化工藝主要有以下幾種:
刀閘閥被廣泛應用于各個領域,可分為軟密封球閥和硬密封球閥金屬硬密封球閥目前,刀閘閥常用的金屬硬密封表面硬化工藝主要有以下幾種:
1.球體硬面(或噴焊)硬質合金,硬度可達40HRC以上。球體堆焊工藝復雜,生產效率低,大面積堆焊容易使零件變形,堆焊工藝在球體很少使用。
2.刀閘閥表面鍍硬鉻,硬度60 ~ 65 HRC,厚度0.07 ~ 0.10 mm,鍍鉻層硬度高、耐磨、耐腐蝕,能長時間保持表面光亮。工藝相對簡單,成本低,隨著溫度的升高,硬鉻涂層的硬度會由于內應力的釋放而迅速降低,其工作溫度不能高于427,鍍鉻層結合力低,鍍層容易脫落。
3.刀閘閥表面采用等離子滲氮,表面硬度可達60 ~ 65 HRC,滲氮層厚度為0.20 ~ 0.40 mm。由于耐蝕性差,等離子滲氮硬化工藝不能用于化工等領域。
4.刀閘閥表面超音速噴涂硬度最高為70 ~ 75 HRC,骨料強度高,厚度為0.3 ~ 0.4 mm。超音速噴涂是球體火力發電廠、石油化工系統和煤化工行業高粘度流體表面硬化的主要技術手段;這種硬化工藝多用于含粉塵和固體顆粒的混合流體以及強腐蝕的流體介質。


 聯系客服微信
聯系客服微信